液位传感器在石油化工行业应用广泛,核心是实现各类介质的液位监测、控制与安全防护。
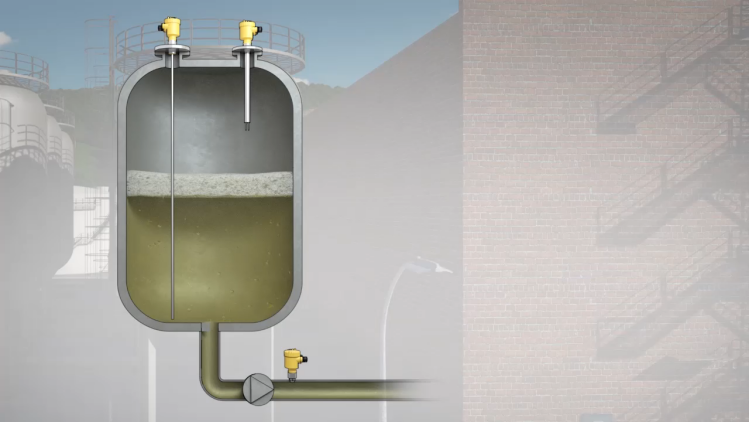
1.储罐液位监测:用于原油、汽油、柴油等成品油储罐,以及化工原料储罐,实时反馈液位高度,避免超装溢出或空罐损坏设备。
2.生产过程控制:在反应釜、蒸馏塔、分离器等设备中,监测物料液位以维持工艺稳定,保障反应效率和产品质量。
3.罐区安全管理:配合报警系统,当液位超上限或低于下限(如储罐低液位防止泵空转)时触发警报,同时联动紧急切断阀等设备,降低泄漏、爆炸风险。
4.废水与环保处理:监测化工废水储罐、污水处理池的液位,确保处理流程连续,避免废水溢出造成环境污染。